




Servo sustav Chasing Knife u opremi za automatizaciju građevinarstva


Uvod u proizvode:
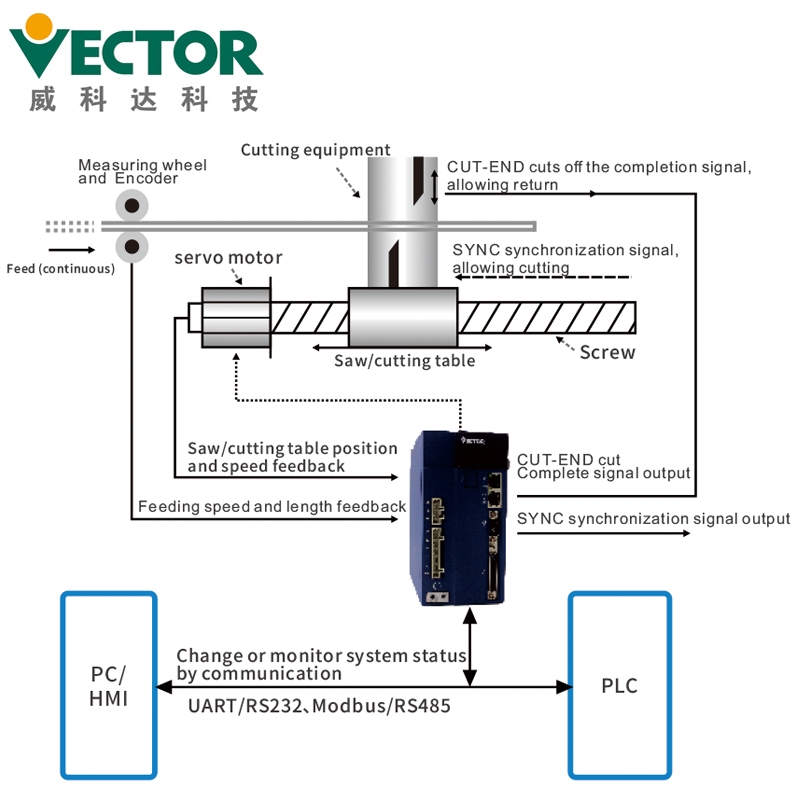
VEC-VCF specijalni servo za rezanje utorom sadrži funkciju automatske kontrole rezanja.Brzinom dodavanja obrađenog materijala automatski se upravlja brzinom naprijed stola pile.Kada se dosegne postavljena duljina, ulazi u zonu sinkronizacije i šalje signal rezanja za obradu. Nakon što je predmet otpiljen, izdaje se signal završetka rezanja, a stol pile se brzo vraća na ishodište kako bi se pripremio za sljedeće rezanje.Proizvod je prikladan za: sve vrste šipki, cijevi, ekstrudiranih profila za pričvršćivanje duljine, punjenje/injektiranje i drugu posebnu opremu za obradu koja se mora kretati s radnim komadom.
Značajke proizvoda:
1. Automatski pronađite mehaničko ishodište (metoda apsolutnih koordinata);
2. Trčanje naprijed i natrag, proizvoljno odredite ishodište stroja (metoda relativnih koordinata);
3. Funkcija ubrzanja S-krivulje koja automatski prati brzinu dodavanja glavne niti
i izračunava predopterećenje
4. U procesu ubrzanja S-krivulje, kompenzacija zakretnog momenta također se može koristiti za brzu sinkronizaciju i smanjenje pogrešaka rezanja;
5. Četverosegmentna S krivulja (ubrzanje/usporenje naprijed, ubrzanje/usporenje unazad), može se postaviti pojedinačno;
6. Prepoznajte Print Mark i automatski ispravite duljinu rezanja;
7. Omogućite postavku Mark-Window za ispis interpunkcijskih znakova kako biste poboljšali sposobnost prepoznavanja Marka;
8. Funkcija upravljanja narudžbama, četiri grupe narudžbi mogu se mijenjati po želji.
Detalji o proizvodu:




Kontrolni dio:
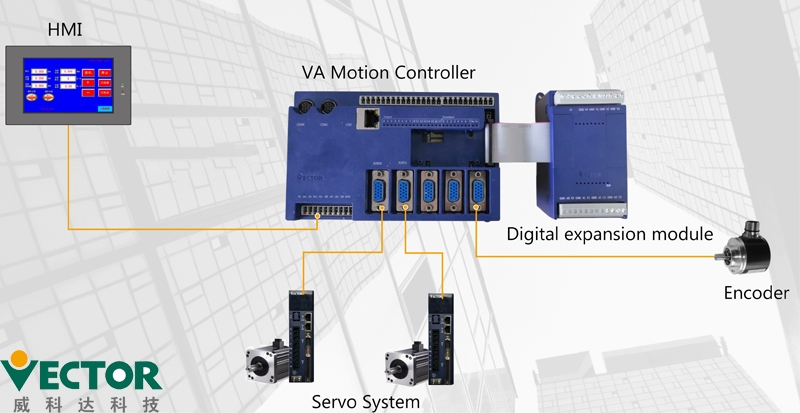
Kontroler pokreta: VEC-VA-MP-005MA
IO modul za proširenje: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
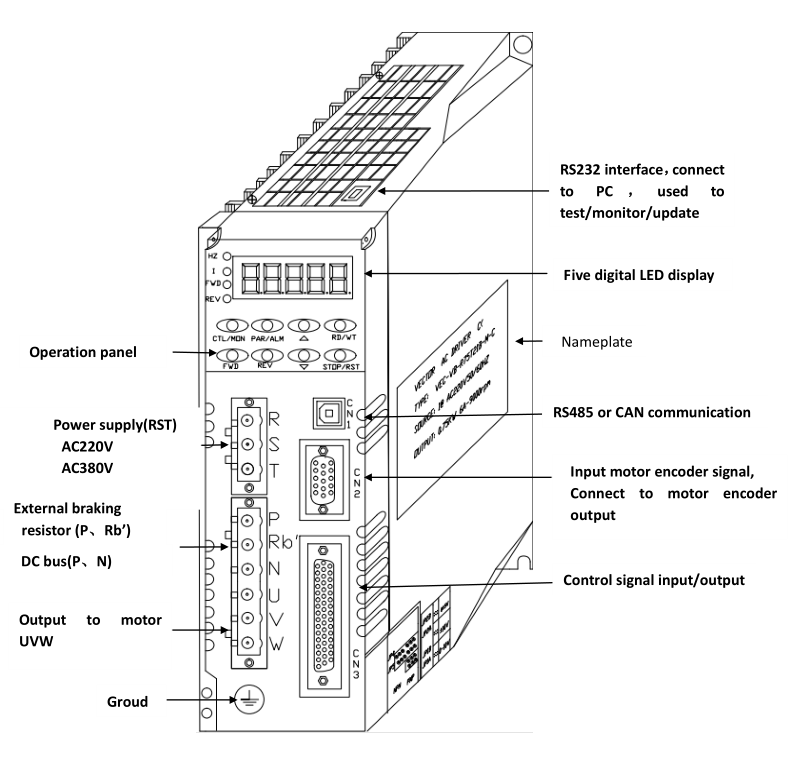
Dio servo pogona: Pokretni servo pogon: VEC-VC-022H33D-M-CA
Servo pogon za savijanje: VEC-VC-02733H-ME
Dio servo motora: Pogonski servo motor: 200FMB-01520E33F-MF2IA
Servo motor za savijanje: 180ME-4R415A33F-MF2K
Izvedba opreme:
Stroj za savijanje obruča usvaja VA kontroler kretanja kao upravljač, koji ima visok odziv i ciklus skeniranja
Minimum je 1 ms, cijela radnja obrade je mekana, a utjecaj na stroj manji.Kontrola čini
Prethodno hranjenje i prethodno savijanje mogu učinkovito smanjiti odgovarajuće vrijeme obrade.Uzmimo uzengije 200*200 kao primjer,
Stvarno mjerenje može se izvršiti za samo 3,3 sekunde, dostižući više od 18 u minuti, a učinkovitost se uspoređuje s verzijom PLC-a - slijed od 4 sekunde značajno je smanjen